فولاد ابزار سرد کار DIN 1.2363 (X100CrMoV5)
مقاومت بی نظیر در برابر سایش
محتوای کروم بالا (4.80-5.50٪) و مولیبدن DIN 1.2363 کاربیدهای کروم متراکمی را تشکیل می دهد که 30٪ مقاومت به سایش بالاتری نسبت به فولاد استاندارد D2 ارائه می دهد. این امر آن را برای قالب های خالی و تیغه های برشی که در معرض بارهای ساینده سنگین قرار می گیرند ایده آل می کند.
ماشینکاری و پایداری دقیق
در حالت آنیل شده (≤255 HB)، DIN 1.2363 قابلیت ماشینکاری و آسیاب عالی را نشان می دهد. اعوجاج کم آن در طول عملیات حرارتی، تحمل سختی را برای ابزارهای پیچیده مانند قالبهای نورد نخ و درجهای قالب تزریق تضمین میکند.
سازگاری صنعتی همه کاره
از ابزارهای مهر زنی خودرو گرفته تا حفره های قالب پلاستیکی، DIN 1.2363 با کاربردهای متنوع سازگار است. چقرمگی متعادل و مقاومت در برابر سایش طول عمر ابزار را تا 20 درصد افزایش می دهد و زمان خرابی و هزینه های تولید را کاهش می دهد.
- HONGXIN
- چین
- 30 روز
- 8000 تن در ماه
- اطلاعات
راهنمای جامع فولاد ابزار DIN 1.2363 (X100CrMoV5)

1. از 1.2363 مقدمه فولاد ابزار
DIN 1.2363 (X100CrMoV5) یک فولاد ابزار کار سرد با کربن بالا و کروم بالا است که به دلیل مقاومت در برابر سایش استثنایی، پایداری ابعادی و سختی عمیق خود مشهور است. با ترکیب 0.95-1.10٪ کربن، 4.80-5.50٪ کروم و 0.90-1.40٪ مولیبدن، پس از عملیات حرارتی به سختی 60-62 HRC دست می یابد. توزیع یکنواخت کاربید آن سایش ابزار را در محیطهای ساینده به حداقل میرساند و آن را برای ابزارهای برش دقیق، قالبهای شکلدهی سرد و اجزای صنعتی با استرس بالا ایدهآل میکند. DIN 1.2363 که به طور گسترده در صنایع خودروسازی، فلزکاری و قالبگیری پلاستیک مورد استفاده قرار میگیرد، دوام را با مقرون به صرفه بودن برای کاربردهای سخت ترکیب میکند.
| عملیات حرارتی | عادی شده؛ آنیل شده؛ خاموش شده؛ مزاج | ||
| وضعیت سطح | مشکی؛ پوست کنده؛ جلا داده شده؛ ماشینکاری شده؛ آسیاب شده؛ تبدیل شد؛ آسیاب شده | ||
| شرط تحویل | جعلی؛ نورد گرم؛ سرد کشیده شده | ||
| تست کنید | استحکام کششی، استحکام تسلیم، ازدیاد طول، ناحیه کاهش، ارزش ضربه، سختی، اندازه دانه، آزمایش اولتراسونیک، بازرسی ایالات متحده، آزمایش ذرات مغناطیسی و غیره. | ||
| شرایط پرداخت | T/T;L/C;/پول گرم/پی پال | ||
| شرایط تجارت | FOB; CIF; C&F; و غیره.. | ||
| بسته بندی | بسته های استاندارد یا به درخواست مشتریان | ||
| زمان تحویل | 30-45 روز | ||
| برنامه | AISI A2 برای کاربردهایی مانند قالبهای خالی کردن، گیجهای بلوکی و حلقهای، سکهزنی، شکلدهی سرد، قالبهای قالبگیری سرد، قیچی سرد، رولها، حلقهها و ابزارهای پیچشی، قطعات ماشینآلات، سنبهها، پانچها و صفحات پانچ، ریمرها، تیغههای برشکن و برشکن، تیغههای برشدهنده و گیرهگیر مناسب است. | ||
2. محدوده تامین فولاد ابزار DIN 1.2363
| اندازه | گرد | قطر 12-500 میلی متر | |
| صفحه / تخت / بلوک | ضخامت 12mm-500mm | ||
| عرض 210mm-710mm | |||
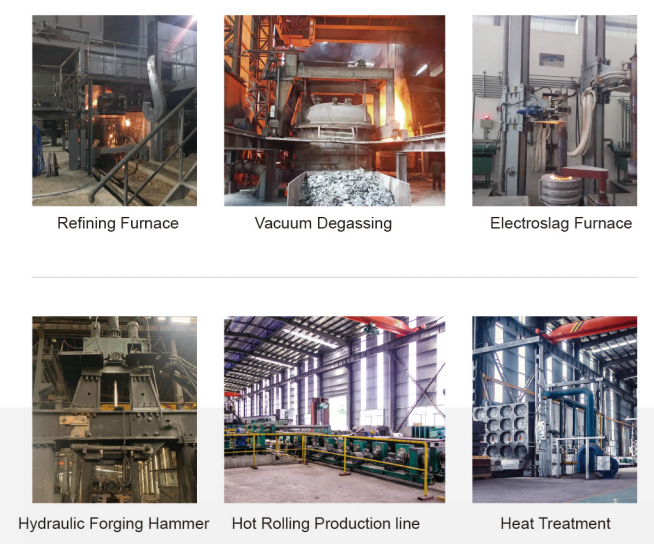
| فرآیند | EAF + LF + VD + فورج + عملیات حرارتی (اختیاری) | ||
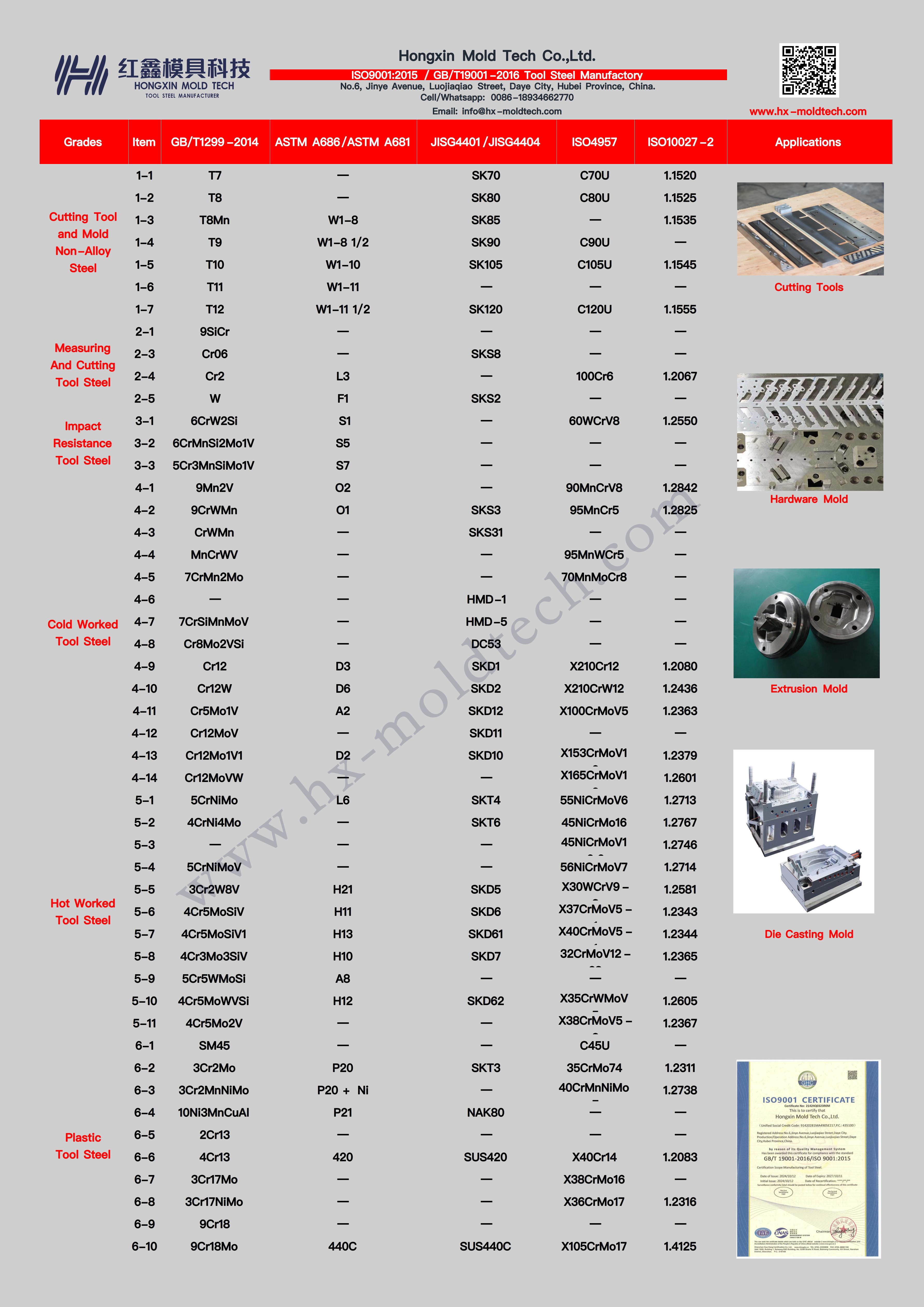
3. ترکیب شیمیایی فولاد ابزار DIN 1.2363&معادل های جهانی
| کشور | چین | ژاپن | آلمان | آهو | انگلستان |
| استاندارد | گیگابایت/T 1299 | JIS G4404 | DIN EN ISO4957 | ASTM A681 | BS 4659 |
| درجه | Cr5Mo1V | SKD12 | 1.2363/X100CrMoV5 | A2/T30102 | BA2 |
| درجه | سی | منگنز | پ | اس | و | Cr | در | برای | ||||||
| A2/T30102 | 0.95 | 1.05 | 0.40 | 1.00 | 0.03 | 0.03 | 0.10 | 0.50 | 4.75 | 5.50 | 0.15 | 0.50 | 0.90 | 1.40 |
| 1.2363/ X100CrMoV5 | 0.95 | 1.05 | 0.40 | 0.80 | 0.03 | 0.03 | 0.10 | 0.40 | 4.80 | 5.50 | 0.15 | 0.35 | 0.90 | 1.20 |
| SKD12 | 0.95 | 1.05 | 0.40 | 0.80 | 0.03 | 0.03 | 0.10 | 0.40 | 4.80 | 5.50 | 0.15 | 0.35 | 0.90 | 1.20 |
| BA2 | 0.95 | 1.05 | 0.30 | 0.70 | 0.035 | 0.035 | . . . | 0.40 | 4.75 | 5.25 | 0.15 | 0.40 | 0.90 | 1.10 |
4. ویژگی های فیزیکی و مکانیکی فولاد ابزار DIN 1.2363
خواص فیزیکی
| اموال | واحدهای متریک |
|---|---|
| تراکم | 7.80 گرم بر سانتی متر مکعب |
| انبساط حرارتی (20-200 درجه سانتیگراد) | 11.5×10-6/°C |
| هدایت حرارتی | 28.0 W/(m·K) |
خواص مکانیکی
| اموال | واحدهای متریک |
|---|---|
| سختی (کوئنچ و تمپر شده) | 60-62 HRC |
| استحکام کششی | 1800-2100 مگاپاسکال |
| چقرمگی ضربه (شارپی) | 10-15 J |
5. عملیات حرارتی فولاد ابزار DIN 1.2363
کاهش دهنده استرس
پس از سنگ زنی یا ماشین آلات سنگین، توصیه می شود که فولاد ابزار A2 را فشار دهید تا خطر ترک خوردن یا اعوجاج در طی عملیات حرارتی بعدی کاهش یابد. به آرامی تا دمای 670-700 درجه سانتیگراد گرم کنید، در هر 25 میلیمتر قسمت حداقل دو ساعت خیس کنید و سپس در کوره خنک کنید.
آنیل کردن
برای جلوگیری از کربن زدایی از یک کوره با اتمسفر کنترل شده یا بسته بندی در یک ظرف در بسته با استفاده از مقداری مواد بی اثر استفاده کنید. برای بازپخت فولاد ابزار A2 برای کمترین سختی، به آرامی تا دمای 899 درجه سانتیگراد (1650 درجه فارنهایت) حرارت دهید و در این دما حدود دو ساعت در هر اینچ از بیشترین سطح مقطع نگه دارید. فولاد A2 را با سرعت 20 درجه فارنهایت (10 درجه سانتیگراد) در ساعت تا 650 درجه سانتیگراد (1200 درجه فارنهایت) خنک کنید و تا 732 درجه سانتیگراد (1350 درجه فارنهایت) گرم کنید. نگه داشتن 3 ساعت در هر اینچ از بزرگترین مقطع. خنک شدن کوره در 20 درجه در ساعت تا 593 درجه سانتیگراد (1100 درجه فارنهایت). سپس در کوره تا دمای 482 درجه سانتیگراد (900 درجه فارنهایت) خنک کنید و در هوا خنک کنید.
سخت شدن
دمای پیش گرمایش: 1200–1380°F (650–750°C). دمای آستنیته شدن: 1700 و 1780 درجه فارنهایت (925 و 970 درجه سانتیگراد) اما معمولاً 1720 و 1760 درجه فارنهایت (940 و 960 درجه سانتیگراد).
معتدل کردن
با توجه به نمودار تمپرینگ، دمای تلطیف را با توجه به سختی مورد نیاز انتخاب کنید.
به طور یکنواخت و کاملاً تا دمای دلخواه حرارت داده و به ازای هر سانتی متر ضخامت 25 دقیقه نگه دارید. فولاد ابزار A2 می تواند پس از خنک شدن متوسط تا دمای اتاق، دوبار معتدل شود. دمای 200 درجه سانتیگراد را برای تعادل سختی و استحکام یا 350 درجه سانتیگراد که در آن استحکام مهمتر از سختی است قرار دهید. حداقل زمان نگهداری 2 ساعت در هر اینچ از بزرگترین مقطع باید استفاده شود.
خاموش کردن
حمام مارتمپرینگ یا بستر سیال در دمای 360–430&g (180–220&°C) یا 840–1020°F (450–550& درجه سانتیگراد) سپس در هوا خنک شود
هوا یا جو در حال گردش
کوره خلاء با فشار بیش از حد گاز در هنگام خنک سازی
روغن (فقط برای ابزارهای کوچک و بدون عارضه)
6. برنامه های کاربردی فولاد ابزار DIN 1.2363
DIN 1.2363 در کاربردهای سایش بالا و دقیق برتری دارد:
ابزار کار سرد: قالب های خالی کردن، قالب های شکل دهی و تیغه های برش.
ابزار برش: پانچ های دقیق، تیغه های برشی و قالب های نورد رزوه.
قطعات صنعتی: از صفحات، ریل های راهنما و وسایل پراسترس استفاده کنید.
قالب های پلاستیکی: درج های با سختی بالا که نیاز به مقاومت در برابر سایش دارند.
چرا DIN 1.2363 را انتخاب کنید؟
پایداری ابعادی برتر و حفظ لبه تحت بارهای چرخه ای.
20٪ عمر طولانی تر در مقایسه با فولاد D2 معمولی.
مزایای کلیدی فولاد DIN 1.2363
مقاومت در برابر سایش استثنایی: کاربیدهای کروم بالا مقاومت بسیار خوبی در برابر سایش و سایش چسب دارند.
سختی پذیری عمیق: سختی یکنواخت در مقاطع بزرگ به دلیل طراحی بهینه آلیاژ.
کارایی هزینه: عملکرد و مقرون به صرفه بودن را برای تولید با حجم متوسط به بالا متعادل می کند.
7. شرط تحویل
برای میله های فورج گرم یا نورد گرم، معمولا شرایط تحویل فورج گرم یا نورد، بازپخت، خشن چرخانده شده است.
برای صفحه فورج گرم، معمولا شرایط تحویل، سطح فورج گرم، آنیل شده، آسیاب شده است.
برای صفحه نورد گرم، معمولا شرایط تحویل نورد گرم، آنیل شده، سطح سیاه است.


هونگ شین قالب فنی شرکت., Ltd. دارای 1 مجموعه از خط تولید نورد داغ در تخت های محدوده 8-80 * 210-710 میلی متر، دور 16-50 میلی متر قطر.
12 مجموعه چکش آهنگری هیدرولیک از P560 کیلوگرم تا 6000 کیلوگرم است که می تواند تخت های 40-300 * 210-710 میلی متر را پوشش دهد.
8 مجموعه EF+LF+VD
5 مجموعه ESR
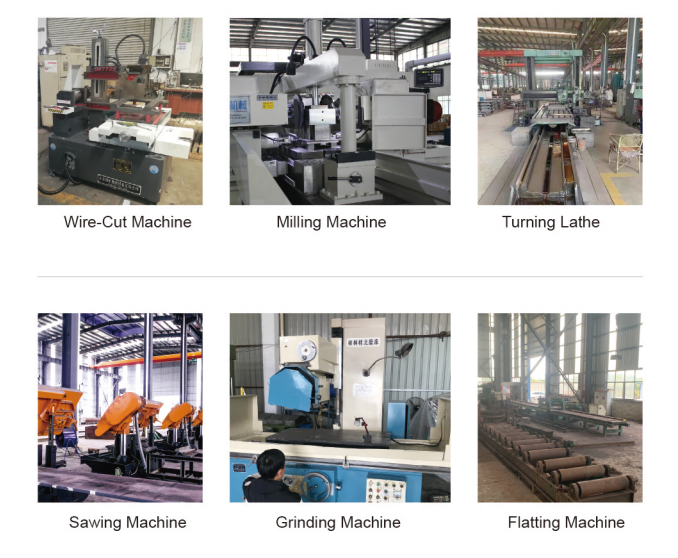
9 مجموعه دستگاه فرز
10 ست تراش تراش
6 مجموعه ای از ماشین های فرز دقیق.

گواهینامه: گیگابایت/T19001-2016/ISO9001:2015

لیست محصولات



Q1: آیا شما شرکت تجاری یا سازنده هستید؟
ما هستیم بزرگترین کارخانه فولاد ابزار در دیه & هوانگشی. ما می توانیم طیف گسترده ای از محصولات فولادی را ارائه دهیم.
Q2: بسته بندی صادراتی میله گرد فولاد آلیاژی چیست؟
معمولاً برای میلههای قطر بزرگ، قطر کوچک به صورت عمده یا به درخواست مشتری بستهبندی میشود.
Q3. MOQ شما چیست؟
ما سفارش کوچک را می پذیریم، اگر موجود باشد، هر مقداری را می توان پذیرفت.
Q4. زمان هدایت شما چقدر است؟
به سفارش واقعی، حدود 20-35 روز، یا مذاکره بستگی دارد.
Q5. آیا می توانید نمونه را تهیه کنید؟
بله، ما می توانیم. هزینه نمونه با توجه به اندازه شما.
Q6: چه گواهی هایی دارید؟
گواهی ISO، ABS، BV، CCS، Dnv، Lr، Gl، آسیاب
Q7: چگونه می توانم نقل قول شما را در اسرع وقت دریافت کنم؟
ایمیل و فکس در عرض 24 ساعت بررسی می شود، در همین حال، اسکایپ، وی چت و واتس اپ در 24 ساعت آنلاین خواهد شد. لطفاً نیاز خود را برای ما ارسال کنید، ما به زودی بهترین قیمت را بررسی خواهیم کرد.